Tecnologia di misurazione della precisione di lavorazione delle parti della macchina
Nel processo di produzione e lavorazione meccanica, un rigoroso controllo dell'accuratezza della lavorazione può garantire la qualità della produzione delle parti e contribuire a promuovere lo sviluppo della produzione moderna. Nella produzione, i tecnici controllano spesso la qualità della lavorazione delle parti della macchina misurando la precisione della lavorazione delle parti della macchina .
Nel lavoro di misurazione effettivo, al fine di garantire l'accuratezza della lavorazione, i tecnici devono comprendere correttamente le seguenti tecniche di misurazione, chiarire la loro accuratezza di misurazione e i problemi di errore in uso, in modo da migliorare efficacemente l'accuratezza della misurazione di precisione e migliorare la qualità della produzione di parti.
Righello in acciaio e misurazione del calibro
Il righello in acciaio viene utilizzato per misurare i dati di lunghezza della parte nella tradizionale misurazione dell'accuratezza della lavorazione e la sua precisione di misurazione è di livello millimetrico, quindi prestare attenzione all'intervallo di misurazione nell'uso effettivo. Per migliorare l'accuratezza della misurazione, i tecnici utilizzano generalmente righelli e calibri in acciaio insieme.
I calibri sono semplici strumenti di misurazione. I calibri interni possono misurare i parametri del diametro interno e della dimensione della scanalatura di alcune parti circolari e i calibri esterni possono misurare il diametro esterno delle parti. Vengono misurati dati come il diametro e la lunghezza del piano e il calibro deve essere abbinato a un righello in acciaio per leggere i dati.
Nella misurazione effettiva, questi due metodi di misurazione generalmente non misurano alcune parti con maggiore precisione. A causa della mancanza di comprensione della lettura dei dati e delle regole di misurazione da parte di alcuni addetti alla misurazione, possono verificarsi errori di misurazione di grandi dimensioni con questi due strumenti di misurazione e si dovrebbe prestare maggiore attenzione al lavoro di misurazione.
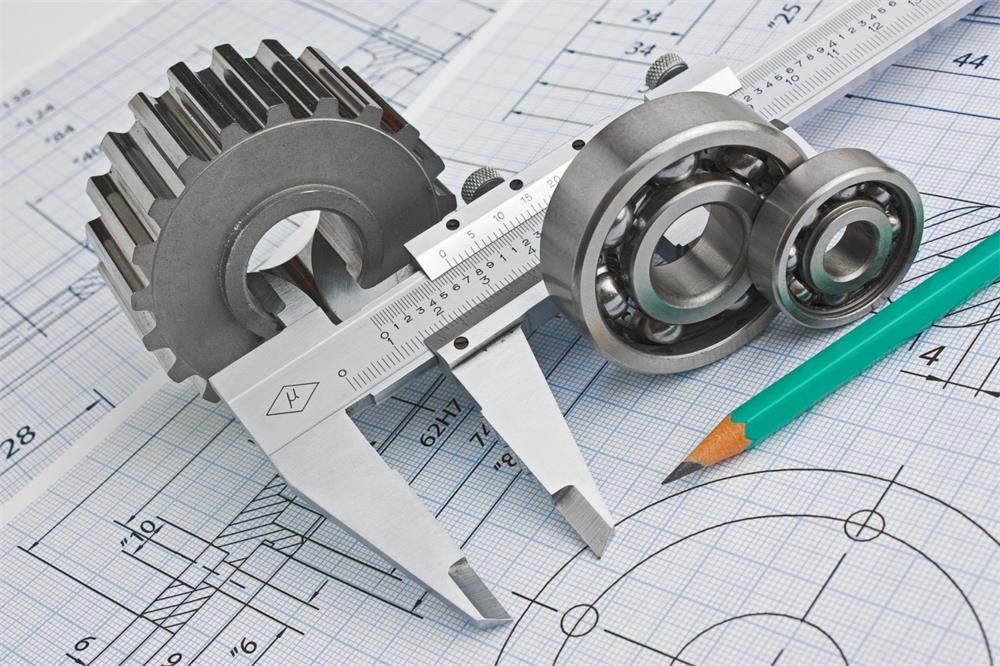
Misurazione con calibro a corsoio e micrometro
Nella misurazione della precisione di lavorazione di parti meccaniche, i calibri a corsoio e i micrometri sono i due strumenti di misurazione più comunemente utilizzati. Il calibro a corsoio è comodo da usare e la sua precisione di misurazione è superiore al tradizionale metodo di misurazione del righello in acciaio. I principali oggetti di misurazione dei calibri Vernier sono parametri geometrici come il diametro esterno, il diametro interno e la lunghezza della parte.
Rispetto ai calibri Vernier, la precisione di misurazione dei micrometri è maggiore e la misurazione è più sensibile. In genere, vengono misurate alcune parti che richiedono una maggiore precisione di misurazione.
Entrambi questi metodi di misurazione richiedono operazioni manuali. Nell'attuale produzione su larga scala, la misurazione manuale dell'accuratezza influisce seriamente sull'efficienza produttiva. Allo stesso tempo, la misurazione manuale è spesso difficile da evitare errori. Per ridurre gli errori, il personale di misurazione deve eseguire più operazioni. La misurazione ha un grande impatto sull'efficienza produttiva ed è stato difficile adattarsi alle esigenze della moderna produzione meccanica.
Nel processo di misurazione del calibro a corsoio, l'analisi dell'errore di indicazione deve essere eseguita secondo lo standard nazionale per l'errore. Per garantire l'accuratezza durante la misurazione, è necessario utilizzare un blocco di misurazione di terzo o quinto livello per il processo di verifica.
Nel corso dell'esperimento, vengono generalmente selezionati più punti di verifica per la misurazione al fine di misurare l'efficienza. Nella selezione dei punti di verifica, lo sperimentatore può determinare i punti di verifica in base all'intervallo di misurazione effettivo del calibro a corsoio.
Misurazione del comparatore
Nella misurazione della precisione di lavorazione delle parti meccaniche, l'uso di un comparatore è piuttosto speciale. I dati di misurazione sono dati relativi. Generalmente, vengono misurati i dati di errore delle parti meccaniche. Gli oggetti di misurazione comuni includono la planarità, la rotondità e la frequenza di battitura delle parti. Può riflettere direttamente la precisione di lavorazione delle parti. La scala dell'indicatore a quadrante è divisa in 100 divisioni uguali. Il puntatore avanza di una piccola divisione per indicare che i dati di misurazione si spostano di un millimetro.
Nell'uso effettivo, il tecnico deve registrare separatamente i dati del puntatore piccolo e del puntatore grande e aggiungere i due Ottenere i dati di misurazione finali della parte.
Diverse tecnologie di misurazione di precisione tradizionali si affidano alla manodopera per completare, l'efficienza di misurazione è bassa, l'analisi dei dati è difficile ed è difficile soddisfare le esigenze di produzione della moderna industria della lavorazione.
Pertanto, sullo sfondo della scienza moderna, i tecnici dovrebbero combinare la moderna tecnologia dell'informazione per innovare i metodi di misurazione dell'accuratezza delle parti e migliorare l'accuratezza della misurazione. Se vuoi saperne di più sul contenuto dopo aver letto quanto sopra, puoi contattarci per una soluzione completa.
In qualità di fornitore esperto di componenti , ZHONGKEN è specializzata nella produzione di varie parti meccaniche, connettori per stampi, fusioni e parti in lamiera. Siamo dotati di un sistema di ispezione della qualità professionale e di un team di gestione della qualità completo, che può controllare la qualità dei nostri prodotti in modo completo. I nostri componenti di alta qualità sono venduti in tutto il mondo e hanno ricevuto elogi e fiducia da molti clienti. Se sei interessato ai nostri prodotti, contattaci subito!

